






El galvanizado por inmersión en caliente consiste en sumergir productos de acero fabricados como soportes, estructuras de acero, perfiles de acero y tubos de acero en zinc fundido, y una serie de capas de aleación de zinc-hierro se forman mediante una reacción metalúrgica entre el hierro y el zinc, proporcionando un revestimiento resistente que es una parte integral del acero. El galvanizado por inmersión en caliente ofrece cobertura tanto externa como internamente dentro de las secciones huecas, se repara solo cuando se daña, se sacrifica para proteger el metal base, es ambientalmente sustentable, tiene buena resistencia al impacto y a la abrasión y una vida libre de mantenimiento de 50 años o más . El acero galvanizado se usa ampliamente en aplicaciones donde se necesita protección contra la corrosión y se puede identificar por el patrón cristalizado en la superficie. Este proceso produce un carbonato de zinc (ZNC03), que es un material fuerte que protege el acero y puede prevenir la corrosión en muchas circunstancias, y este proceso de tratamiento de la superficie del acero se puede realizar de forma económica y en grandes lotes.
| Proceso de galvanizado en caliente |
√ Limpieza cáustica para eliminar grasa y suciedad.
√ Decapado para eliminar incrustaciones en superficies de acero o hierro
√ Dos procesos de enjuague
√ Inmersión en fundente de cloruro de zinc-amonio
√ Inmersión en el baño de zinc fundido
√ Inmersión en el tanque de enfriamiento rápido para reducir su temperatura e inhibir las reacciones indeseables del recubrimiento recién formado con la atmósfera.
Proceso de galvanización Fabmann

| El efecto del silicio y el fósforo |
El efecto del silicio y el fósforo en las características del recubrimiento galvanizado en caliente | ||||||
| Clase | Relación Si y P | Apariencia inicial | Resistencia al daño mecánico | Masa de recubrimiento | Uso típico | |
| A | laminado en caliente | Si < 0.02 por ciento ; Si más 2.5P < 0.09 por ciento | excelente, típicamente brillante | excelente | generalmente superior a la requerimiento normal | conforme con estándar, excelente protección contra la corrosión |
| Laminado en frío | Si < 0.03 por ciento ; Si más 2.5P < 0.04 por ciento | |||||
| B | Laminado en frío y en caliente | {{0}}.14 por ciento < Si Menor o igual a 0.25 por ciento | bueno, puede tender a motearse o deslustrarse con el aumento del espesor del acero | bien | siempre más pesado de lo normal; mejor especificación para ambientes corrosivos | óptimo a largo plazo protección contra la corrosión |
| C | Laminado en frío y en caliente | {{0}}.04 por ciento < Si Menor o igual a 0.14 por ciento | Puede ser oscuro y grueso. | reducido | excesivamente grueso pueden ocurrir recubrimientos | en no abrasivo los entornos pueden proporcionar corrosión extrema proteccion |
| D | Laminado en frío y en caliente | Si > 0.25 por ciento | aumenta con el porcentaje de Si; recubrimientos gruesos que pueden ser frágil. | |||
¿Cómo afecta la composición química a la galvanización en caliente?
Para lograr una superficie de galvanización sólida, de acuerdo con las normas ASTM A385 o ISO 1461, estos elementos importantes deben mantenerse en el nivel que se indica a continuación:
√ Contenido de carbono inferior a 0.25 por ciento
√ Manganeso menos del 1,3 por ciento,
√ Silicio menos del {{0}}.04 por ciento o entre 0,15 por ciento y 0,24 por ciento
√ Fósforo menos de 0.04 por ciento.
Por lo tanto, es muy importante evaluar la química de un grado de acero desconocido, la composición elemental del acero en porcentaje de peso debe estimarse a partir de los informes de prueba del molino para el calor. Cuando no se pueden obtener informes de laminación (o informes de laminación precisos), es posible ubicar un rango para cada elemento en el acero consultando las tablas de requisitos químicos dentro de la especificación de grado de acero o adquiriendo rangos del proveedor de acero. Los elementos enumerados en la norma ASTM A385 deben compararse de acuerdo con las recomendaciones para lograr un recubrimiento que tenga una apariencia y espesor típicos. En particular, los aceros con niveles de silicio y fósforo por encima de los niveles recomendados se consideran aceros reactivos. El equivalente de silicio se utiliza para evaluar el efecto combinado que tienen el silicio y el fósforo en la reacción metalúrgica durante el galvanizado en caliente. Después de calcular el equivalente de silicio, busque el valor en la curva de Sandelin para predecir la reactividad del acero.
Nota: equivalente de silicio=contenido de Si más 2,5*(contenido de P)
A continuación se muestra el impacto sobre HDG por equivalente de silicio
Equivalente de silicio<0.04% or 0.15% - 0.22% - coating is of typical thickness and appearance.
Equivalente de silicio 0.04 por ciento - 0.15 por ciento (Sandelin Steel) - varían en apariencia y desarrollan recubrimientos más gruesos. Si se utiliza un baño de zinc aleado con níquel, se mitiga el efecto Sandelin, lo que da como resultado una mayor probabilidad de obtener recubrimientos brillantes del espesor de recubrimiento típico.
Equivalente de silicio > 0.22 por ciento: recubrimientos rugosos y grises mate de un espesor superior a los requisitos mínimos. Consulte la curva de Sandelin para determinar el nivel de reactividad y el espesor de recubrimiento previsto.
La calidad y el acabado superficial de los aceros al carbono galvanizados en caliente están directamente relacionados con la química de los componentes que se procesan. Fundamentalmente, dos elementos, el Silicio (Si) y el Fósforo (P) dentro del acero al carbono, influyen en el acabado de la superficie en términos de uniformidad, color (brillante o gris opaco mate) y suavidad relativa.
Para visualizar la importancia de estos elementos, puede ver en el cuadro a continuación cómo afectan la calidad de la galvanización en caliente (HDG).
Composición elemental recomendada para galvanización en caliente según ASTM A385 3.2 | ||
Elemento | Porcentaje recomendado para HDG | Resultado de la galvanización en caliente |
Si | < 0.04 % or 0.15% - 0.22% | Los aceros Sandelin y los aceros con alto contenido de Si pueden producir recubrimientos gruesos, mates y/o ásperos. |
P | < 0.04% | P > 0.04 por ciento produce recubrimientos gruesos y ásperos susceptibles a la delaminación |
Equivalente Si | < 0.04 % or 0.15% - 0.22% | El equivalente de Si {{0}}.04 por ciento - 0.15 por ciento o > 0.22 por ciento puede producir revestimientos gruesos, mates y/o ásperos |
C | < 0.25% | Check ultimate tensile strength for steels >1 por ciento C |
Minnesota | < 1.3% | Mn alto puede producir recubrimientos quebradizos y de color marrón. |
| Servicios de galvanizado en caliente y control de calidad |
Fabmann se dedica a proporcionar servicios de galvanizado en caliente llave en mano, incluido el galvanizado por rotación, y realizamos el galvanizado estrictamente de acuerdo con los requisitos de los clientes basados en una amplia gama de estándares de galvanizado en caliente como BS EN ISO 1461:2009, ASTM A-123, A-153 y F-2329, AS/NZS 4680 y H8641.Nuestropiezas de acero galvanizado en calientesomos ampliamente nosotrosEd en construcción comercial, construcción industrial, transmisión eléctrica, industrias de petróleo y gas, navegación y muelles eólicos y solares, puentes y túneles, agricultura y minería.
Para lograr una galvanización de alta calidad, Fabmann toma el control desde cada paso de la galvanización hasta el producto final, y el siguiente es el resumen clave de nuestro control de procesos.
√ Para lograr una superficie de galvanización sólida de acuerdo con la norma ASTM A385, estos elementos importantes en el hierro o el acero deben mantenerse en el nivel que se indica a continuación y, por lo tanto, Fabmann solo compra el material de acero compatible con la galvanización, y esa es la base para una galvanización de primera calidad.
1. Contenido de carbono inferior a 0.25 por ciento
2. Manganeso menos del 1,3 por ciento,
3. Silicio menos del 0.04 por ciento o entre 0.15 por ciento y 0.24 por ciento según la Curva de Sandelin
4. Fósforo menos de 0.04 por ciento.
√ Comprobación de espesor de galvanización por calibre magnético
√ Verifique la adherencia cortando o haciendo palanca en el zinc con la punta de un cuchillo fuerte, tratando de levantarlo de la superficie, y se considerará que la adherencia falla si el recubrimiento se descascara.
√ Comprobación de grietas alrededor de las áreas de alta tensión residual, como la zona afectada por el calor en las soldaduras, la fabricación pesada en frío como la flexión, el punzonado de orificios y la fabricación de cizallamiento, así como los bordes cortados térmicamente que no se han alisado.
√ Se ilustra la verificación de apariencia que cubre el flujo de ácido, la contaminación, los picos de drenaje, los granos de escoria, la ceniza de galvanización, el área sin recubrimiento, la marca colgante y la reparación áspera, y las fotos defectuosas.

Grietas

Picos de drenaje

Escoria Espinillas

Ceniza de galvanización

sobre molienda

Mancha de óxido

Daños en la superficie

Mancha sin recubrimiento

Pelado de zinc
√ Normalmente, la pintura de zinc, la soldadura a base de zinc y el spray de zinc se utilizan a menudo para reparar la galvanización. El área total de reparación de galvanización debe estar dentro de los requisitos pertinentes, y la extensión de las áreas descubiertas debe medirse antes de la reparación.
Fabmann tiene completoguía de inspección de productos galvanizados en caliente, como soportes, piezas soldadas, sujetadores, perfiles y secciones, productos de láminas de metal y productos de hierro fundido, y también podemos proporcionarrecubrimiento dúplex servicio para tareas prolongadas de anticorrosión.
| ¿La galvanización por inmersión en caliente es a prueba de óxido? |
La respuesta es sí y no. La galvanización es un revestimiento de zinc aplicado sobre el acero, que puede prevenir la oxidación y la corrosión durante mucho más tiempo que otros tratamientos de superficies metálicas, y puede proporcionar una función anticorrosión durante más de 50 años. Sin embargo, al final, el óxido se asentará y la corrosión se producirá inevitablemente. ¿Pero por qué?
La corrosión es la forma en que el metal se descompone a medida que el oxígeno sigue atacando la superficie del metal, y el óxido de hierro se desprende del cuerpo de metal, lo que expone el metal fresco al oxígeno. La velocidad de la corrosión depende de las condiciones alrededor del metal fresco expuesto.
La razón por la que mucha gente piensa que la galvanización por inmersión en caliente podría prevenir la oxidación es porque el zinc se adhiere bien al acero y evita que el oxígeno y el agua lleguen al acero que se encuentra debajo. La galvanización forma una capa de óxido de zinc en la superficie del acero, y esta capa en particular se convertirá en carbonato de zinc cuando haya humedad y ralentizará más reacciones químicas.
Si es así, ¿por qué el acero galvanizado no dura para siempre? Eso es porque:
En primer lugar, el carbonato de zinc se descompondrá lentamente bajo ciertas condiciones que cubren:
√ humedad superior al 60 por ciento, el ejemplo típico es el ambiente tropical.
√ Cloruro de sodio (sal) en agua o aire, y los ejemplos típicos son áreas marinas o costeras
√ Contaminación por dióxido de azufre en zona urbana
√ Área que está expuesta al sulfuro de hidrógeno de volcanes, aguas termales, alcantarilladogas y contaminantes industriales. O, el área que está cerca de materiales alcalinos fuertes como el yeso y el cemento, ya que estos contienen cloruros y sulfatos.
√ agua de lluvia ácidaEn segundo lugar, la corrosión también depende de los siguientes aspectos
√ Aire acondicionado, humedad alta o baja, exposición a sal, ácidos o contaminantes industriales.
√ Condición del suelo, fangoso y húmedo o arenoso y seco.
√ Las altas temperaturas por sí solas no descomponen el zinc, pero pueden acelerar la reacción cuando se combinan con humedad yotros factores corrosivos anteriores.
Por lo tanto, podemos decir que el acero galvanizado es a prueba de herrumbre ya que se oxida muy lentamente.
| Ventajas de la galvanización en caliente |
La galvanización en caliente se usa ampliamente en aplicaciones donde se necesita resistencia a la corrosión sin el costo del acero inoxidable y, por lo tanto, se considera superior en términos de costo y ciclo de vida. La firma de la galvanización es el patrón de cristalización en la superficie del metal, y el recubrimiento de zinc se corroerá por completo antes de que el acero subyacente comience a corroerse. El costo de la galvanización en caliente es mucho más bajo que la pintura o el recubrimiento en polvo. Además, el galvanizado en caliente se ha utilizado en todo el mundo durante más de un siglo porque proporciona una protección contra la corrosión de larga duración y bajo mantenimiento.
| Industria de aplicación de galvanización en caliente |
√ Agricultura
√ Agricultura
√ Infraestructura
√ Minería y Túnel
√ Energía solar
√ Acuicultura
√ Construcción

Ángulos galvanizados

Perfil en C galvanizado

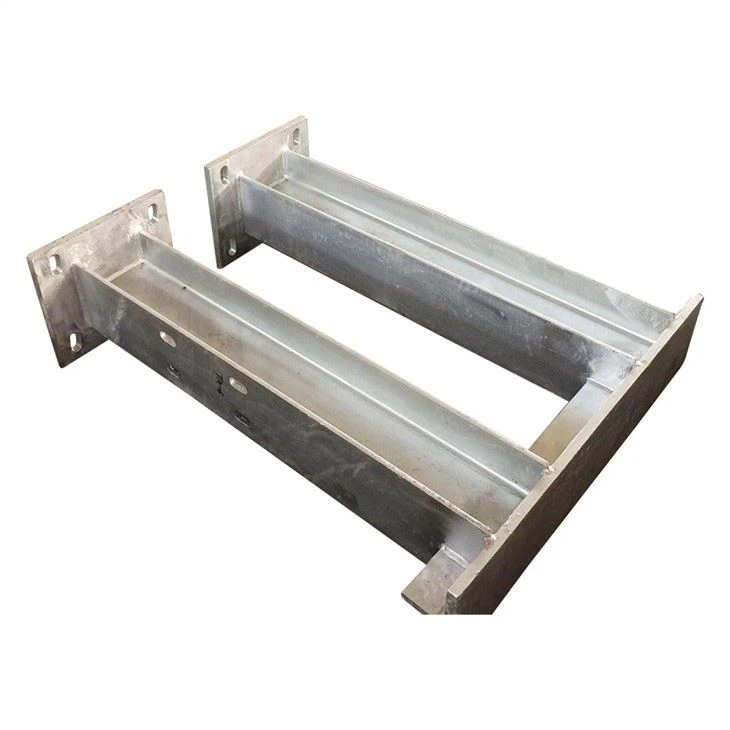
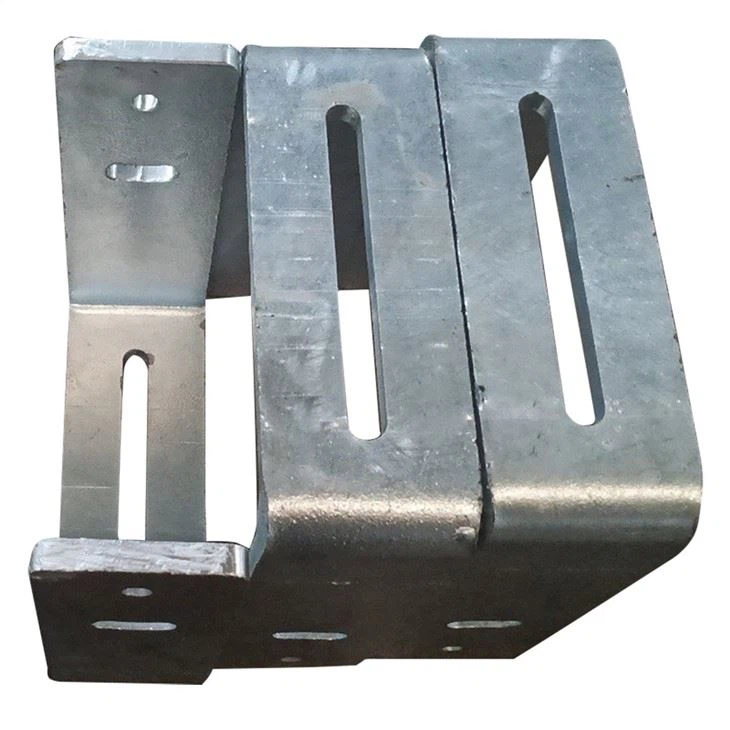
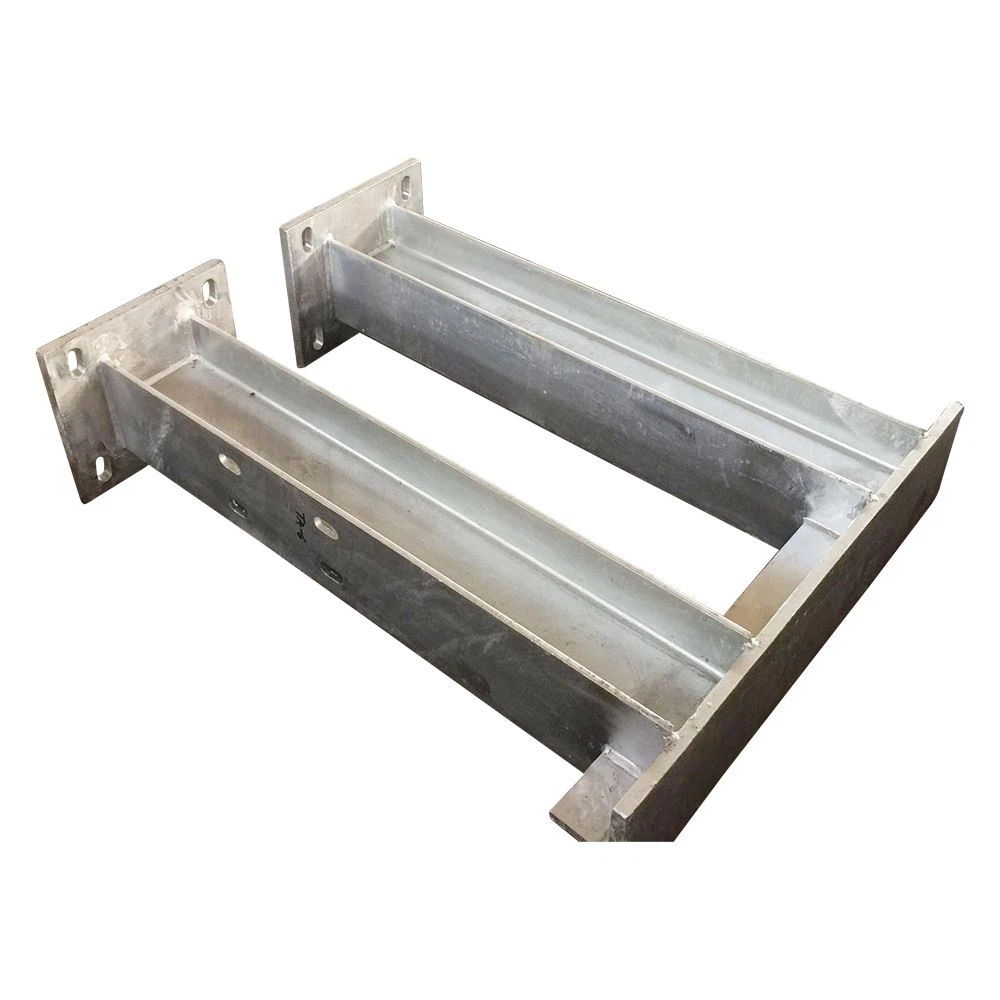
Soportes personalizados galvanizados

Base de poste galvanizada
Poste de sección galvanizada

Caja de acero galvanizado

Brazo de soporte galvanizado

Soporte de poste galvanizado

Poste C galvanizado en caliente

Soporte resistente galvanizado en caliente

Poste Sigma Galvanizado en Caliente

Poste de seguidor solar galvanizado en caliente
Galvanizado por inmersión en caliente: la guía de compra completa
✔ ¿Cómo afecta el galvanizado en caliente a la resistencia del acero?
✔ ¿Cuál es la mejor manera de soldar productos de acero galvanizado en caliente?
✔ ¿Cómo se galvanizan en caliente los elementos de fijación o las piezas pequeñas de acero?
✔ ¿El proceso de galvanización en caliente distorsiona el perfil de acero laminado largo?
✔ ¿Cómo evitar la deformación durante el proceso de galvanización en caliente?
✔ ¿Cómo evitar la fragilización en el proceso de galvanización en caliente?
✔ ¿Se oxidarán los productos de acero galvanizado en caliente en el hormigón?
✔ ¿Reaccionarán los productos galvanizados en caliente con el acero inoxidable?
✔ ¿Se puede utilizar acero inoxidable con piezas galvanizadas en caliente?
✔ ¿Se puede instalar acero desnudo con piezas galvanizadas en caliente?
✔ ¿Cómo reducir los riesgos de corrosión galvánica en productos galvanizados en caliente?
✔ ¿Se pueden ensamblar piezas galvanizadas en caliente con acero resistente a la intemperie?
✔ ¿Se puede galvanizar el acero dos veces por inmersión en caliente?
✔ ¿Qué es el polvo blanco en los productos galvanizados en caliente?
✔ ¿Cómo reparar el óxido blanco en productos galvanizados en caliente?
✔ ¿Por qué se utiliza la pasivación de galvanización para productos galvanizados?
✔ ¿Cuáles son los problemas con el recubrimiento en polvo de productos galvanizados en caliente?
✔ ¿Cómo pintar piezas galvanizadas en caliente y estructuras de acero?
✔ ¿Afectará la pasivación por galvanización al recubrimiento dúplex?
✔ ¿Cómo hacer un recubrimiento en polvo de alta calidad en productos galvanizados en caliente?
✔ ¿Cuáles son los defectos comunes en el recubrimiento en polvo sobre productos de acero galvanizado?
✔ ¿Qué tipo de productos galvanizados en caliente puede suministrar Fabmann?
✔ ¿Cómo controla Fabmann la calidad de la galvanización en caliente?
✔ ¿Cuál es el producto de acero más delgado que Fabmann puede galvanizar por inmersión en caliente?
✔ ¿Cuál es la garantía que ofrece Fabmann para los productos galvanizados en caliente?
✔ ¿Cuál es el MOQ de Fabmann para productos galvanizados en caliente?
✔ ¿Cuál es el plazo de entrega total de Fabmann para los productos galvanizados en caliente?
¿Por qué galvanizado en caliente?
El revestimiento galvanizado en caliente se aplica al acero para mejorar el rendimiento anticorrosivo del acero y garantizar que dure el mayor tiempo posible con un mantenimiento mínimo. Las obras de acero galvanizado por inmersión en caliente están diseñadas para un uso prolongado en exteriores, y los datos muestran que la galvanización por inmersión en caliente puede proporcionar entre 34 y 170 años de protección para el acero.
¿Cómo afecta el galvanizado en caliente a la resistencia del acero?
Según muchos datos de prueba, muestra que el galvanizado en caliente tiene un efecto muy limitado sobre las propiedades mecánicas de los grados estándar de acero, que pueden despreciarse. Esto es consistente con los principios asociados con la metalurgia del acero ya que las temperaturas involucradas en el proceso de galvanizado están muy por debajo del rango de transición de los aceros estructurales.
¿Cuál es la mejor manera de soldar productos de acero galvanizado en caliente?
El soldador de arco estándar es probablemente la mejor manera ya que la soldadura de arco es versátil y las corrientes alternas le permiten crear un buen arco que puede derretir el fundente rápidamente. La soldadura por arco a veces crea fundente, por lo que es posible que deba considerar soldar en el exterior si es posible o necesita tener un muy buen sistema de ventilación interno.
¿Cómo se galvanizan en caliente los elementos de fijación o las piezas pequeñas de acero?
Se colocan en una canasta de metal perforado y se sumergen completamente en zinc fundido. Una vez que se completa la reacción metalúrgica, las estructuras de acero se recubren por completo. La cesta se centrifuga a alta velocidad para que la acción de girar elimine el exceso de zinc y mejore la distribución uniforme del recubrimiento de zinc al tiempo que evita que las piezas de acero fabricadas se peguen entre sí. Este proceso se denomina galvanizado por rotación o galvanizado centrífugo, y esta solución de galvanizado es adecuada para sujetadores, soportes pequeños y piezas de acero pequeñas.
¿El proceso de galvanización en caliente distorsiona el perfil de acero laminado largo?
Sí, las piezas de acero conformadas en frío o los perfiles laminados o el acero están sujetos a deformaciones y distorsiones durante el proceso de galvanizado. Se debe a la liberación de tensión residual y al desequilibrio de peso durante las actividades de colgar y levantar en el proceso de galvanizado, y debe prestar especial atención para evitar esta situación.
¿Qué es la deformación por galvanización?
Si las piezas de acero se distorsionan durante la galvanización en caliente, normalmente se debe a que se liberan las tensiones 'incorporadas', ya que se calientan a la temperatura de galvanización. Las tensiones pueden ser inherentes al acero, pero también pueden introducirse mediante soldadura, conformado en frío y perforado.
¿Cómo evitar la deformación durante el proceso de galvanización en caliente?
Según nuestra experiencia, las piezas de acero a galvanizar deben ser simétricas y de espesor similar. Con la debida consideración y comprensión de cómo el proceso de galvanizado por inmersión en caliente afecta las piezas de acero como soportes, soldaduras y perfiles de acero, podemos galvanizar correctamente estructuras o diseños asimétricos que contengan secciones de espesores desiguales con técnicas de trabajo en frío que cubran el doblado, el perforado y el laminado. , y cizallamiento.
Las piezas de acero que se galvanizan progresan a través de un ciclo de temperatura al sumergirse y retirarse del baño de galvanizado. Debido a que las piezas se sumergen en ángulo, se produce un calentamiento desigual, lo que crea un perfil de temperatura a lo largo de la pieza que se galvaniza. Este perfil de temperatura permite aliviar las tensiones internas del acero en diferentes momentos del ciclo de inmersión. Estas tensiones pueden causar cambios en la forma y/o alineación (distorsión y alabeo).
Para minimizar los riesgos, recomendamos las siguientes medidas:
✔ Trate de usar perfiles de sección laminados simétricamente en lugar de marcos angulares o de canal.
✔ Utilice piezas en un conjunto de igual o casi igual espesor.
✔ Use arriostramiento o refuerzo temporal en diseños asimétricos y de paredes delgadas.
✔ Doble los miembros a los radios más grandes aceptables para minimizar la concentración de tensión local.
✔ Preformar con precisión los miembros de un ensamblaje para que no sea necesario forzarlos, estirarlos o doblarlos en su posición durante la unión. Suelde juntas continuamente utilizando técnicas de soldadura equilibradas para reducir las tensiones térmicas desiguales. Los agujeros de alfiler de la soldadura son muy peligrosos en los elementos que se van a galvanizar y deben evitarse. Las técnicas de soldadura escalonada para producir una soldadura estructural son aceptables.
✔ Evite diseños que requieran galvanizado por inmersión progresiva. Es preferible construir los conjuntos y subconjuntos en módulos adecuados para que puedan sumergirse y galvanizarse rápidamente en una sola inmersión. De esta manera, toda la fabricación puede expandirse y contraerse uniformemente. Cuando se requiera una inmersión progresiva, debe consultar a su galvanizador.
✔ Para perfiles de acero largos de servicio pesado o perfiles de acero largos hechos de paredes delgadas (2 mm o 3 mm), debe considerar hacer un accesorio colgante para sostener los perfiles de acero en ángulo recto para minimizar los riesgos de deformación.
¿Se pueden galvanizar en caliente los pernos de grado 8?
De acuerdo con ASTM A490, ASTM A354 grado BD y SAE J429 e ISO 1461, los pernos de grado 8 son todos potencialmente susceptibles a la fragilización por hidrógeno y, por lo tanto, los pernos de grado 8 NO son adecuados para la galvanización por inmersión en caliente.
¿Cómo evitar la fragilización en el proceso de galvanización en caliente?
De acuerdo con la norma ASTM A143, el trabajo en frío del acero antes de la galvanización es el factor clave para que se desarrolle la fragilización por deformación y el calor en el proceso de galvanización simplemente acelera el reconocimiento de la fragilización. El tratamiento térmico y el aumento de los radios de curvatura minimizan efectivamente el potencial de fragilización por deformación. Un segundo tipo de fragilización, la fragilización por hidrógeno, se reconoce cuando se aplican esfuerzos al acero en uso. Ambas áreas, los trabajos de acero severamente trabajados en frío, como los pernos con una resistencia máxima a la tracción superior a 150 ksi (1034 MPa), pueden presentar fragilización por hidrógeno debido a una estructura de grano que atrapa las moléculas de hidrógeno fácilmente disponibles del ácido de decapado utilizado en el proceso de galvanizado. Calentar el acero a 300 F después del decapado o la limpieza con chorro en lugar del decapado es un medio eficaz para prevenir la fragilización por hidrógeno.
¿Se oxidarán los productos de acero galvanizado en caliente en el hormigón?
En la práctica, el acero galvanizado se oxidará bajo cualquier condición, y es solo una cuestión de velocidad de corrosión. La reacción del zinc con el concreto cesa de manera efectiva en unos pocos días y genera los productos de corrosión suficientes para asegurar una unión fuerte y confiable con el concreto cuando esté completamente endurecido. La unión entre las barras de refuerzo galvanizadas en caliente y el hormigón es esencial para el rendimiento fiable de las estructuras de hormigón.
¿Reaccionarán los productos galvanizados en caliente con el acero inoxidable?
Sí, lo hace. El acero inoxidable y el zinc del acero galvanizado son muy diferentes y reaccionarán entre sí. Cuando hay un electrolito (como agua o agua salada), el acero inoxidable se convierte en un cátodo con carga negativa y el zinc en el acero galvanizado se convierte en un ánodo con carga positiva.
¿Se puede utilizar acero inoxidable con piezas galvanizadas en caliente?
La respuesta es sí y no. Esto se debe a que el zinc entra en contacto con otros metales, existe el potencial de corrosión a través de un par bimetálico. La creación de una pareja bimetálica conducirá a una corrosión acelerada del metal anódico. La extensión de la corrosión acelerada depende de las posiciones de los metales en la serie galvánica, así como del tamaño relativo del área superficial de los dos metales en contacto.
En resumen, en condiciones atmosféricas de humedad moderada a leve, es poco probable que el contacto entre una superficie galvanizada y un acero inoxidable cause una corrosión sustancial. Sin embargo, si las superficies están en presencia de agua salada o aire de agua salada, sería mejor aislar eléctricamente los dos metales.
¿Se puede instalar acero desnudo con piezas galvanizadas en caliente?
Sí, puedes, pero no es recomendable. Eso es porque el zinc es un metal muy galvánico, lo que significa que será anódico para la mayoría de los otros metales. Por lo tanto, cuando los productos galvanizados en caliente se conectan a otros metales, el recubrimiento de zinc no solo se sacrificará para proteger el acero base subyacente, sino que también intentará proteger los otros metales conectados. Esto conducirá a un consumo más rápido del recubrimiento de zinc y disminuirá la vida útil general.
Cuando se trata del diseño de puentes, los otros metales más comunes que pueden entrar en contacto con el acero son probablemente el acero pintado (desnudo), el acero resistente a la intemperie y el acero inoxidable. No se recomienda conectar acero desnudo con acero galvanizado, ya que las carpas de zinc para proteger todo el acero al carbono y la vida útil general del recubrimiento disminuirán. Sin embargo, si las otras superficies de acero están pintadas o aisladas con un material no conductor, estas conexiones no disminuirán significativamente la vida útil del revestimiento galvanizado, siempre que la pintura o los materiales aislantes se mantengan durante la vida útil del revestimiento.
¿Cómo reducir los riesgos de corrosión galvánica en productos galvanizados en caliente?
Hay dos soluciones para reducir la creación de celdas galvánicas e interrumpir las rutas eléctricas entre metales diferentes:
✔ Aplicación de amortiguadores como envolturas de tuberías, revestimientos de abrazaderas y almohadillas de desgaste
✔ Aislamiento de materiales disímiles utilizando revestimientos, grasas, pinturas, tratamientos o imprimaciones de materiales no conductores.
¿Se pueden ensamblar piezas galvanizadas en caliente con acero resistente a la intemperie?
Sí tu puedes. Al conectar acero galvanizado en caliente con acero resistente a la intemperie, por ejemplo, utilizando pernos galvanizados en caliente en vigas de acero resistente a la intemperie, el zinc inicialmente se sacrificará para proteger el material resistente a la intemperie hasta que se desarrolle la capa protectora de pátina de óxido. Una vez que la pátina de óxido esté en su lugar, evitará una mayor acción de sacrificio del zinc. Por lo tanto, al conectar los dos metales, es importante asegurarse de que el recubrimiento galvanizado sea lo suficientemente grueso como para durar hasta que se forme la pátina de óxido; por lo general, este proceso lleva varios años. La mayoría de los pernos galvanizados por inmersión en caliente naturalmente tendrán suficiente recubrimiento para soportar los años de desarrollo de pátina de óxido con solo una pérdida mínima en la vida útil del recubrimiento.
¿Qué son los defectos de galvanizado en caliente?
Los defectos comunes son sangrado de óxido, reventones de soldadura, salpicaduras de soldadura, manchas oscuras, salpicaduras de soldadura, granos e inclusiones de escoria, deformación, contaminación, picos de drenaje, granos de escoria, ceniza de galvanización, área sin recubrimiento, marca colgante y superficie áspera.
¿Se puede galvanizar el acero dos veces por inmersión en caliente?
Sí, seguro que puedes. El galvanizado por inmersión doble (DDG) se refiere a un proceso industrial utilizado para proteger grandes superficies de hierro, acero y otros metales de la corrosión. Se caracteriza por sumergir total o parcialmente el metal del sustrato en un baño de zinc a aproximadamente 460 grados (860 grados F) para formar carbonato de zinc (ZnCO3). El galvanizado por doble inmersión implica tres pasos para cumplir con la finalización: preparación, galvanizado e inspección.
La preparación de DDG implica la limpieza a fondo y la eliminación de impurezas de la superficie a tratar. La eliminación de grasas, los tratamientos químicos y los ajustes físicos son parte del proceso de limpieza. Los productos químicos como el ácido clorhídrico y el cloruro amónico de zinc se utilizan para preparar superficies de hierro.
Después de la preparación, se realiza el proceso real de galvanización. Esto se caracteriza por la inmersión del sustrato en zinc fundido para formar una capa protectora de zinc-hierro. Esta etapa de terminación es vital para evitar la corrosión galvánica, que es el daño que ocurre cuando dos metales diferentes están en contacto en un electrolito; el metal más noble está protegido y el metal más activo tiende a corroerse. Después del galvanizado, se inspecciona la estructura para determinar el grosor y la apariencia del revestimiento para garantizar la uniformidad de la protección en toda la superficie del sustrato.
¿Qué es el polvo blanco en los productos galvanizados en caliente?
El polvo blanco es un óxido blanco, una sustancia calcárea blanca que se forma en la superficie del material de zinc. El óxido blanco se forma cuando el zinc se expone al hidrógeno y al oxígeno, y crea un hidróxido de zinc, a diferencia del óxido de hierro, que es una forma común de óxido. Con mayor frecuencia, ocurre cuando un material recién galvanizado se pone en contacto con agua o dióxido de hidrógeno. Es especialmente probable que se forme óxido blanco en las piezas recién galvanizadas, y daña la apariencia del acero, sin mencionar la capa anticorrosiva de zinc que protege el cuerpo del acero.
¿Cómo reparar el óxido blanco en productos galvanizados en caliente?
Existen principalmente dos métodos para eliminar el óxido blanco y reparar el daño, según la gravedad de la capa de óxido.
✔ Frotar con estropajo de nailon y vinagre
✔ Pulido mecánico con rueda de cepillo de alambre.
Después de eliminar el óxido blanco, puede aplicar un aerosol rico en zinc de acuerdo con las instrucciones del fabricante. Ambos métodos son igualmente efectivos, pero el uso de una rueda pulidora de alambre mecánica (o un cepillo de alambre) es mucho más rápido y produce una superficie más limpia para volver a pintar. Un consejo muy importante es que debe eliminar a fondo el óxido blanco antes de aplicar la pintura rica en zinc.
¿Por qué se utiliza la pasivación de galvanización para productos galvanizados?
La pasivación es un proceso químico que forma un enlace de óxido de metal que mejora la superficie original galvanizada por inmersión en caliente, resistente a la corrosión, formando una fina capa de óxido transparente. Aunque el acero galvanizado en condiciones de uso típicas es altamente tolerante a diversas condiciones atmosféricas y ambientales, el enfriamiento por pasivación se puede realizar cuando las condiciones ambientales, de almacenamiento o de envío lo justifiquen. Debido a que el recubrimiento de zinc galvanizado es más vulnerable a la formación de óxidos de zinc e hidróxidos de zinc excesivos durante las primeras seis semanas, la fina capa de agente de pasivación retrasa su formación. Una vez que el agente pasivante desaparece, el acero galvanizado comienza a formar su pátina protectora de zinc. La pasivación con cromato a veces se usa en barras de refuerzo galvanizadas para controlar las reacciones entre el zinc y el concreto mientras el concreto se cura, particularmente la evolución de hidrógeno que puede afectar las propiedades de unión. Las pruebas de la fuerza de unión en barras de refuerzo galvanizadas pasivadas con cromato muestran un rendimiento de unión igual o ligeramente mejor en comparación con las barras de refuerzo negras.
¿Cuáles son los problemas con el recubrimiento en polvo de productos galvanizados en caliente?
La presencia de una película pasivante en la superficie del revestimiento galvanizado obstruirá el pretratamiento con fosfato de zinc o fosfato de hierro y, en la mayoría de los casos, hará que estos pretratamientos sean inútiles. Se debe tener cuidado de que los elementos galvanizados por inmersión en caliente no se enfríen*2 después del galvanizado.
Las tres principales áreas problemáticas asociadas con el recubrimiento en polvo de productos de acero galvanizado en caliente son:
✔ agujero de alfiler
✔ Mala adherencia
✔ Curado incompleto de la resina de poliéster
¿Se puede galvanizar bisaleaciones?
Es posible galvanizar con éxito muchos aceros difíciles, en particular aceros para muelles o acero resistente al desgaste (Bisaloy), que son los que tienen más probabilidades de ser galvanizados.
¿Se puede pintar sobre acero galvanizado en caliente?
Sí, por supuesto que puedes. Pero, siempre debes recordar algunas cosas antes de pintar:
✔ Pretratamiento, también llamado preparación del acero galvanizado
✔ Selección del tipo de pintura correcto para revestimiento galvanizado
✔ Curado de la pintura
¿Cómo pintar piezas galvanizadas en caliente y estructuras de acero?
Pintar productos galvanizados no es difícil si puede cuidar bien tres procesos importantes que son la preparación para pintar, pintar y curar. La siguiente es una introducción rápida a cuatro procesos diferentes de pretratamiento antes de pintar.
✔ T wash, es un proceso de tratamiento de materiales galvanizados que acelera el proceso de curado natural de la superficie de zinc para permitir la aplicación de esquemas de pintura posteriores.
ü Imprimadores de grabado, se han utilizado con éxito y son los más adecuados para su aplicación en galvanizados más antiguos y desgastados.
✔ Granallado por barrido, es una solución de granallado por barrido de pretratamiento mecánico mediante el uso de escoria fina de cobre, granallado en J o polvo de carborundum con una presión de granallado no superior a 40 psi (2,7 bar). Esto asegurará que solo se elimine la cantidad mínima de óxido y que la superficie de zinc quede ligeramente áspera. Se debe tener cuidado al realizar un granallado de barrido en recubrimientos galvanizados muy gruesos para evitar dañar el recubrimiento. Es necesario identificar la distancia óptima entre la boquilla y la pieza de trabajo y el ángulo de chorreado para todas las superficies de la estructura de acero galvanizado si se quieren lograr resultados óptimos. Bajo ningún concepto se debe utilizar granalla de hierro angular. El chorreado por barrido se usa a menudo además de la etapa de preparación química.
✔ Envejecimiento, este proceso solo se vuelve completamente efectivo después de que una superficie galvanizada haya estado expuesta a la atmósfera durante un período mínimo de seis meses. La superficie se prepara utilizando almohadillas abrasivas o un cepillo rígido para eliminar todos los materiales adherentes sueltos y asegurarse de que no se restablezca la superficie de zinc brillante. Recuerde siempre que la intemperie no debe usarse como método de preparación de superficies en ambientes marinos con altos niveles de cloruro.
La selección de la pintura correcta para los productos de acero galvanizado y todos los sistemas de pintura deben formularse específicamente para su uso en acero galvanizado y aplicarse de acuerdo con las recomendaciones del fabricante de la pintura.
¿Afectará la pasivación por galvanización al recubrimiento dúplex?
Sí, afecta el recubrimiento dúplex. Se debe evitar la asivación por galvanización si la pieza se va a recubrir dúplex (pintura o recubrimiento en polvo sobre el acero galvanizado), ya que el enfriamiento rápido puede afectar la adhesión del sistema de capa final.
¿Cómo hacer un recubrimiento en polvo de alta calidad en productos galvanizados en caliente?
Los polvos de poliéster son resinas termoendurecibles que se aplican electrostáticamente a la superficie de los productos de acero galvanizado y se curan a temperaturas de alrededor de 180 °C (alrededor de 400 °F). Esta tecnología produce recubrimientos muy uniformes que tienen un atractivo acabado arquitectónico con excelentes características de resistencia a la intemperie. En combinación con los recubrimientos galvanizados por inmersión en caliente, el producto con recubrimiento en polvo garantiza la máxima durabilidad de los componentes de acero, que generalmente proporcionarán más de 50 años de vida útil sin oxidación en la mayoría de las aplicaciones arquitectónicas. Para lograr este resultado de sonido, se recomienda tomar los siguientes controles estrictos:
✔ NO cromar los productos galvanizados.
✔No dejar al aire libre y no transportar las piezas galvanizadas descubiertas.
✔Elimine todos los picos de drenaje y los defectos de la superficie o la grasa y la suciedad.
✔Es mejor aplicar una capa de polvo dentro de las 12 horas posteriores a la galvanización por inmersión en caliente.
✔Si se ha producido o se sospecha que la superficie está contaminada, limpie la superficie con un solvente/detergente patentado diseñado para la limpieza previa antes del recubrimiento en polvo.
✔Use un pretratamiento con fosfato de zinc si se requiere la máxima adherencia.
✔Utilice fosfato de hierro si se requiere un rendimiento estándar. El fosfato de hierro tiene una ligera acción detergente y eliminará pequeñas cantidades de contaminación de la superficie. El fosfato de hierro se usa mejor para productos pregalvanizados.
Precaliente el trabajo antes de la aplicación de polvo, y la pieza de trabajo debe secarse completamente antes de aplicar el polvo.
✔Utilice únicamente polvo de poliéster de grado 'desgasificador'.
✔Compruebe el curado correcto mediante pruebas de solventes.
✔Ajuste el precalentamiento y la velocidad de la línea para garantizar un curado completo.
¿Cuáles son los defectos comunes en el recubrimiento en polvo sobre productos de acero galvanizado?
Los problemas más comunes asociados con el recubrimiento en polvo sobre piezas galvanizadas en caliente son:
✔ Pinhole, es causado por la formación de pequeñas burbujas de gas en el recubrimiento de poliéster durante el ciclo de curado.
✔ Adherencia deficiente, la etapa final en el proceso de galvanizado en caliente involucra el enfriamiento con agua del trabajo, frecuentemente en una solución débil de bicromato de sodio. Este proceso enfría el trabajo para que pueda manipularse y pasiva la superficie del recubrimiento galvanizado para evitar la oxidación prematura de la superficie.
✔ Los polvos de poliéster de curado incompleto son resinas termoendurecibles que se reticulan a su forma orgánica final manteniéndolas a una temperatura (típicamente 180 o C) durante aproximadamente 10 minutos. Los hornos de curado están diseñados para proporcionar esta combinación de tiempo a temperatura. Con elementos galvanizados en caliente, con su mayor espesor de sección, es necesario garantizar que se permita un tiempo de curado suficiente para cumplir con las especificaciones de curado. El precalentamiento de la estructura resistente o los perfiles laminados ayudarán a acelerar el proceso de curado en el horno de curado.
¿Qué tipo de productos galvanizados en caliente puede suministrar Fabmann?
Fabmann suministra una amplia gama de productos galvanizados en caliente para diferentes aplicaciones industriales, y nuestros productos son:
✔ Ángulos galvanizados
✔ Estructura galvanizada
✔ Soportes galvanizados
✔ Perfiles galvanizados
✔ Perfiles de tubería galvanizada
✔ Tornillos y tuercas galvanizados
✔ Perfil sigma galvanizado
✔ Canal C galvanizado
✔ Placas galvanizadas
✔ Marcos galvanizados
✔ Secciones de canal galvanizadas
✔ Armadura galvanizada
¿Cómo controla Fabmann la calidad de la galvanización en caliente?
 Guía de inspección de Galvanización por inmersión en caliente.pdf
Guía de inspección de Galvanización por inmersión en caliente.pdf
De acuerdo con la norma ISO 1461 y la Asociación Estadounidense de Galvanizadores (AGA), la inspección de los productos de acero galvanizado en caliente debe inspeccionarse visualmente en cuanto a los siguientes aspectos:
✔ Los puntos desnudos, definidos como áreas sin recubrimiento en la superficie de acero, son el defecto de superficie más común y ocurren debido a una preparación inadecuada de la superficie, escoria de soldadura, arena incrustada en piezas fundidas, exceso de aluminio en el recipiente de galvanizado o elementos auxiliares de levantamiento que impiden que el recubrimiento se seque. formándose en un área pequeña.
✔ Marcas colgantes, son causadas por levantar piezas de trabajo con una cadena o alambre, y estas ayudas para levantar pueden dejar áreas sin recubrimiento en el producto terminado que necesitarán ser reparadas.
✔ Orificios obstruidos, orificios parcial o completamente obstruidos con zinc metálico y obstrucciones pueden ocurrir porque el zinc líquido no drena fácilmente de orificios de menos de 3/10" (8 mm) de diámetro debido a su alta tensión superficial.
✔ Roscas obstruidas, son ocasionadas por un drenaje deficiente de una sección roscada después de que se retira el producto de la marmita de galvanizado. Las roscas obstruidas se pueden limpiar mediante operaciones de limpieza posteriores al galvanizado, como una centrífuga, o calentándolas con un soplete a aproximadamente 500 F (260 C) y luego cepillándolas con un cepillo de alambre para eliminar el exceso de zinc. Las roscas obstruidas deben limpiarse y probarse el ajuste con tuercas antes de la entrega.
✔ Delaminación y pelado, es causado por un vacío entre las dos capas superiores del recubrimiento galvanizado durante el proceso de formación del recubrimiento de zinc. A menudo sucede con grandes piezas galvanizadas.
✔ Deformación o distorsión, se define como el pandeo de una placa de acero delgada y plana u otro material plano como una malla de alambre o un perfil delgado conformado en frío. La causa de esto es la expansión térmica diferencial y las tasas de contracción para la placa, malla y perfil delgados y planos que el acero más grueso del marco circundante.
✔ Los picos o goteos de drenaje son exceso de zinc y no afectarán la protección contra la corrosión, pero son potencialmente peligrosos para cualquier persona que manipule las piezas. Se pueden eliminar durante la etapa de inspección mediante un proceso de pulido o esmerilado.
✔ Inclusiones de escoria, son una aleación intermetálica de zinc-hierro distinta que queda atrapada o arrastrada en el revestimiento de zinc y, a menudo, son causadas por recoger partículas de zinc-hierro del fondo de la marmita.
✔ Exceso de aluminio en el baño de zinc, el exceso de aluminio en el baño de galvanización generalmente crea puntos desnudos y marcas negras en la superficie del acero.
✔ Estrías, es un patrón irregular sobre toda la superficie de la pieza de acero causado por diferencias en la química de la superficie de una pieza de acero de gran diámetro y variaciones en la velocidad de reacción entre el acero y el zinc.
✔ Descamación, por lo general provoca grandes tensiones en la interfaz del acero y el revestimiento galvanizado, lo que hace que el zinc se vuelva escamoso y se separe de la superficie del acero. La descamación se puede evitar minimizando el tiempo de inmersión en la caldera de galvanizado y enfriando las piezas de acero galvanizado lo más rápido posible.
✔ Inclusión de fundente, puede ser creada por la falta de liberación del fundente durante el proceso de galvanizado en caliente. Los depósitos de fundente en el interior de una pieza hueca, como perfiles o tubos de acero abiertos, no pueden repararse, por lo que la pieza debe rechazarse.
✔ Líneas de óxido, son líneas de película de óxido de color claro en la superficie de acero galvanizado y no tendrán ningún efecto sobre el rendimiento de la corrosión; solo se verá afectada la apariencia inicial. Esta condición no es motivo de rechazo de los productos galvanizados en caliente.
✔ Producto en contacto, significa que las piezas de acero galvanizado entran en contacto entre sí o quedan pegadas. Esto generalmente ocurre cuando muchos productos pequeños se cuelgan en el mismo accesorio, lo que crea la posibilidad de que los productos se conecten o superpongan durante el proceso de galvanizado.
✔ Superficie rugosa, es un revestimiento uniformemente rugoso con una apariencia texturizada en todo el producto, y la causa de esta condición de superficie rugosa es el acero laminado en caliente con un alto contenido de silicio.
✔ Escurrimientos, son zonas gruesas de zinc localizadas en la superficie. Las corridas ocurren cuando el zinc se congela en la superficie del producto durante la extracción del baño de zinc. Es más probable que esto ocurra en secciones más delgadas, como perfiles largos de acero con material delgado y grandes áreas de superficie que se enfrían rápidamente.
✔ Sangrado de óxido, aparece como una mancha marrón o roja que se escapa de las juntas sin sellar después de que el producto ha sido galvanizado en caliente. Es causado por productos químicos de pretratamiento que penetran en una junta no sellada como perlas de soldadura. Durante el galvanizado del producto, la humedad se evapora de los productos químicos de tratamiento atrapados, dejando residuos de cristales anhidros en la junta. El sangrado de óxido puede evitarse sellando la unión con soldadura donde sea posible o dejando un espacio de más de 3/32" (2,4 mm) de ancho para permitir que las soluciones escapen y el zinc penetre durante el galvanizado en caliente.
✔ Estrías, se caracterizan por surcos paralelos elevados en el revestimiento galvanizado, mayoritariamente en sentido longitudinal. Esto puede ocurrir cuando las secciones de la superficie del acero son más reactivas que las áreas que las rodean.
✔ Contaminante de la superficie, puede crear un área no galvanizada donde se aplicó originalmente el contaminante, puede ocurrir un defecto en la superficie. Esto se debe a que la pintura, el aceite, la cera o la laca no se eliminaron durante los pasos de limpieza del pretratamiento.
✔ Soldaduras exudativas, mancha la superficie de zinc en las uniones soldadas sobre el acero. Son causados por soluciones de limpieza atrapadas que penetran la soldadura incompleta. Para evitar soldaduras que gotean en superficies superpuestas pequeñas, selle completamente los bordes del área superpuesta. Para evitar soldaduras que gotean en grandes áreas superpuestas, el mejor plan es dejar un espacio de 3/32" (2,4 mm) o más entre las dos piezas al soldarlas y dejar que el zinc llene el espacio entre las piezas o sellar el espacio con soldadura. .
✔ Reventón de soldadura, es un punto descubierto alrededor de una soldadura o un orificio superpuesto en la superficie. Estos son causados por líquidos de pretratamiento que penetran en las áreas selladas y superpuestas que hierven durante la inmersión en el zinc líquido. Esto provoca una contaminación superficial localizada y evita que se forme el revestimiento galvanizado.
✔ Salpicaduras de soldadura, aparecen como grumos en el revestimiento galvanizado adyacente a las áreas de soldadura. Se crea cuando se dejan salpicaduras de soldadura en la superficie de la pieza antes de galvanizarla en caliente.
✔ Óxido blanco, también llamado mancha de almacenamiento húmedo, y es un depósito superficial blanco y pulverulento sobre superficies recién galvanizadas. Es causado por la exposición de superficies recién galvanizadas al agua dulce, como lluvia, rocío o condensación que reaccionan con el metal de zinc en la superficie para formar óxido de zinc e hidróxido de zinc. Se encuentra con mayor frecuencia en artículos apilados y agrupados de manera apretada, como perfiles galvanizados, ángulos, soportes y placas.
✔ Salpicadura de zinc, se define como salpicaduras y escamas de zinc que se adhieren de manera suelta a la superficie del revestimiento galvanizado.
✔ Grietas, generalmente son causadas por esfuerzos residuales. Cualquier agrietamiento observado debe investigarse para determinar si está en el metal base. Si en el zinc, se puede reparar. Si está en el metal base, el artículo requiere reparaciones de metal base.
¿Puede Fabmann suministrar un revestimiento de zinc más grueso que el requerido por la norma ISO 1461?
¡Si podemos! Podemos suministrar recubrimientos de zinc más gruesos para todo tipo de productos de acero conformado en frío, ya sea una pieza soldada, una pieza estampada, un soporte o un perfil laminado, o un perfil de tubería. Entendemos que se requiere un recubrimiento de zinc más grueso para ambientes muy corrosivos, como áreas subterráneas, costeras y regiones tropicales con mucha lluvia.
¿Cuál es el producto de acero más delgado que Fabmann puede galvanizar por inmersión en caliente?
Podemos realizar soportes de acero de un mínimo de 1 mm de espesor galvanizado en caliente, o un perfil de canal laminado de 2 mm de largo o un perfil de tubería de hasta 6 metros sin o con una deformación mínima.
¿Cuál es el precio del galvanizado en caliente?
Nuestro precio de galvanizado en caliente consta del costo de mano de obra, el costo del zinc y la electricidad, y varía según el tamaño y el peso de la pieza de trabajo. Para estructuras de servicio pesado o perfiles de sección de acero, el costo del galvanizado en caliente es de 400 USD a 450 USD/tonelada. Para soportes muy ligeros o pequeñas piezas estampadas, el costo de la galvanización en caliente oscila entre 500 USD y 550 USD. Si su producto es muy difícil de galvanizar debido a la fácil deformación durante el proceso de galvanización, también le cobraremos una tarifa de rectificación. En resumen, nuestro costo de galvanización está en el nivel promedio del precio de mercado, pero nuestra calidad es mucho mejor de lo que puede esperar del mercado en China.
¿Cuál es la garantía que ofrece Fabmann para los productos galvanizados en caliente?
Fabmann puede proporcionar 1 año de garantía de calidad para todas las piezas galvanizadas en caliente, como soportes, perfiles de acero, marcos de acero, armazones de acero, estructuras de acero, perfiles de tubos de acero, ángulos, placas y soportes para postes. Nuestra producción de galvanización está estrictamente controlada por los principios: pretratamiento adecuado, proceso de inmersión y proceso de enfriamiento. Fabmann también se encarga del embalaje y el almacenamiento, y podemos diseñar soluciones de embalaje personalizadas para sus perfiles o tubos laminados personalizados.
¿Cuál es el MOQ de Fabmann para productos galvanizados en caliente?
El MOQ de Fabmann realmente depende de los tipos de productos, a continuación se muestran ejemplos típicos:
✔ Soportes galvanizados en caliente, un palé, alrededor de 800 kg-1, 200 kg
✔ Ángulos galvanizados en caliente, desde unos pocos cientos de kg hasta unas pocas toneladas
✔ Perfil de tubo galvanizado en caliente o perfil abierto, Mayor o igual a 12 toneladas
✔ Perfil C galvanizado en caliente o perfil sigma, Mayor o igual a 12 toneladas
✔ Placas galvanizadas en caliente, Mayor o igual a 1,000kg
✔ Soportes para postes galvanizados en caliente, soportes para postes de cercas, soportes para pérgolas, tapas para cercas Mayor o igual a 1,000kg
¿Cuál es el plazo de entrega total de Fabmann para productos galvanizados en caliente?
Fabmann brinda un servicio completo desde la fabricación de acero hasta el tratamiento de acabado final, como la galvanización por rotación, la galvanización por inmersión en caliente y el revestimiento dúplex, y normalmente demora alrededor de 30-45días. Si necesita que proporcionemos el servicio DDU, también podemos proporcionarlo. El tiempo de transporte marítimo a Europa es de alrededor de 40 días, y es de alrededor de 5-15 días a la mayoría de los países de Asia. Por lo tanto, el plazo de entrega total de la producción, incluido el transporte marítimo, es de 50 a 90 días, dependiendo de dónde se encuentre.
¿Cómo influye el medio ambiente en el acero galvanizado?
Los recubrimientos galvanizados en caliente resistirán la exposición continua a temperaturas de aproximadamente 200 ºC y excursiones ocasionales de hasta 275 ºC sin ningún efecto sobre el recubrimiento. Por encima de este rango de temperatura, la capa exterior de zinc tiende a separarse, pero permanece la capa de aleación, que normalmente comprende gran parte del revestimiento. A menudo se puede proporcionar una protección adecuada hasta el punto de fusión de la capa de aleación (alrededor de 650 ºC). Los elementos ambientales tienen un impacto diferente sobre la superficie galvanizada en las siguientes condiciones:
✔ Bajo el agua, la velocidad de corrosión del zinc en condiciones sumergidas puede ser alta en soluciones ácidas por debajo de pH 6 y soluciones alcalinas por encima de pH 12,5. Entre estos límites la tasa de corrosión es mucho menor. En el agua de suministro principal de pH 6 a pH 8, el carbonato de calcio normalmente está presente y este se precipita sobre el revestimiento galvanizado como una incrustación de carbonato de calcio adherente, junto con los productos de corrosión del zinc, formando una capa impermeable. Cuando es lo suficientemente densa, esta capa prácticamente detiene la corrosión del recubrimiento, lo que resulta en una vida muy larga en muchos sistemas de agua domésticos. Si el agua tiene una alta concentración de dióxido de carbono no combinado, la incrustación protectora no se forma y nunca se desarrolla una protección total. Las características del suministro de agua deben tenerse en cuenta en el diseño de los sistemas de agua domésticos. La presencia de incluso pequeñas cantidades de cobre disuelto del orden de 0.1 partes por millón en el agua puede causar corrosión por picaduras rápidas bajo corrosión galvánica. En aguas desfavorables, el acero galvanizado puede requerir la protección adicional de ánodos galvánicos o recubrimientos de pintura adecuados.
✔ Agua pura, cuando los artículos recién galvanizados se sumergen en agua pura, como el agua de lluvia, no hay sales disueltas presentes para formar la película de compuestos insolubles que normalmente protege el recubrimiento de acciones posteriores. Cuando sea práctico, esta condición se puede corregir agregando al agua cantidades controladas de sales durante la inmersión inicial. La mayoría de las aguas naturales contienen suficientes sales disueltas para prevenir el ataque inicial y los tanques y equipos galvanizados brindan un excelente servicio.
✔ Efecto de la temperatura del agua, en agua fría de composición normal, los recubrimientos galvanizados son más efectivos y la tasa de consumo del recubrimiento es muy baja, y esto ha resultado en el uso casi universal de acero galvanizado para tanques de almacenamiento y transporte de agua. A aproximadamente 60ºC a 65ºC, la velocidad de corrosión de los recubrimientos galvanizados aumenta y la resistencia continua a la corrosión depende de la formación temprana de incrustaciones adecuadas que no se descascaran. El agua dura en los sistemas de agua caliente depositará una incrustación de carbonatos de calcio y magnesio en la superficie galvanizada, lo que anulará el efecto de la temperatura. Es posible que el agua blanda no deposite una escala protectora. En tales casos, los revestimientos galvanizados no son adecuados para los sistemas de agua caliente.
✔ Agua de mar, los recubrimientos galvanizados funcionan relativamente bien en condiciones de agua de mar sumergida que son severamente corrosivas para la mayoría de los sistemas de protección. Las sales disueltas presentes en el agua de mar reaccionan con el zinc para formar una capa protectora que minimiza la acción corrosiva. Se recomienda agregar al recubrimiento galvanizado un sistema de pintura adecuado en áreas de exposición severa al agua de mar, particularmente en la zona de salpicaduras. Dichos sistemas dúplex proporcionan el mejor revestimiento protector disponible para acero en agua de mar.
En el suelo, el comportamiento frente a la corrosión del acero galvanizado enterrado varía mucho según el tipo de suelo. Por lo tanto, el conocimiento de las condiciones locales es esencial para estimar la vida útil del acero galvanizado. Por lo general, el acero galvanizado dura considerablemente más que los aceros sin recubrimiento o pintados, pero el rendimiento es mejor en suelos alcalinos y oxidantes, donde el recubrimiento galvanizado de 600 g/m² dará una vida adicional de unos 10 años a las tuberías de acero. El suelo altamente reductor es más agresivo y puede consumir recubrimientos de zinc a más de 13 μm por año. AS/NZS 2041.1 proporciona consejos de diseño detallados para alcantarillas enterradas que generalmente son útiles para todas las estructuras galvanizadas enterradas.
Etiqueta: galvanizado en caliente, China, fabricantes, proveedores, fábrica, personalizado









